
External Thread Milling Case Study

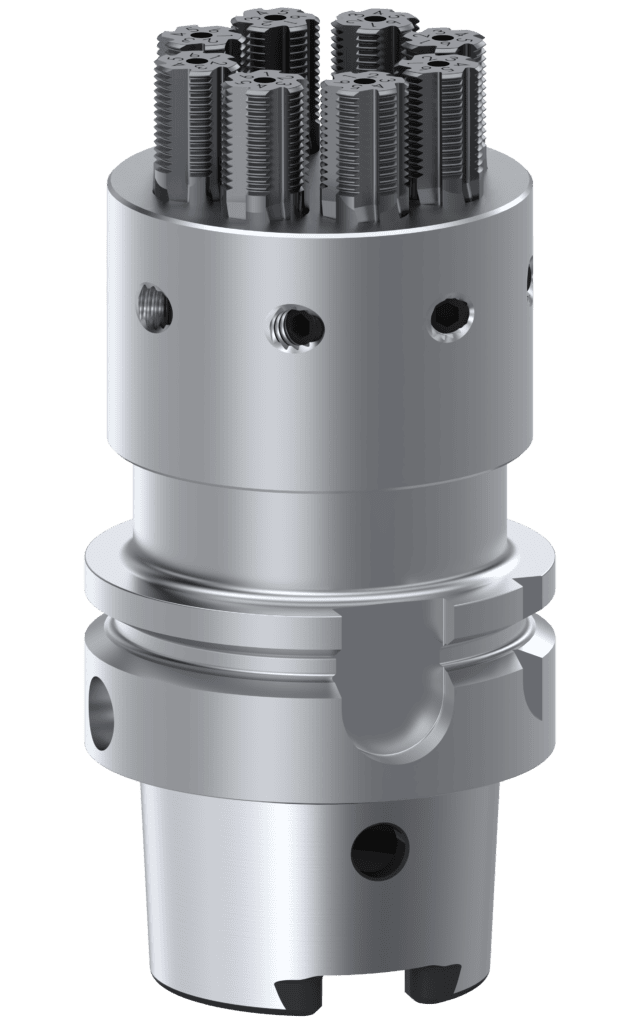
Part: Hydraulic cylinder port for bulldozer
Material: 1018 Steel
Thread: 13/16-16 UNF / 2A, 12mm Thread Length
Previous Process: Single-point threading on CNC multispindle machine.
Cycle time: 14 seconds.
New Process: Thread milling using Hydromat Epic 45-12 rotary transfer machine equipped with JBO GFG-WFE shell-type thread milling cutter.
Process:
Results:

How to Determine the Most Cost Effective Way To Reverse Machine A Workpiece There are 3 main reverse counterboring systems available to the marketplace at the moment. There is automatic back counterboring (often times referred to as a “flip-open” style tool), manual back counterboring tools and offset entry style back counterboring tools. Each system offers…

Fairport, NY: Steiner Technologies partners with German manufacturer, Hermann Bilz to fill the void left by the discontinuation of the main provider of manual back counterbore tools in North America Steiner Technologies is stocking HSS manual back counterboring heads from 10mm-76mm ⇒ Offset entry back counterboring tools are also being stocked in solid carbide and…

A few months ago, a friend of mine in plastics manufacturing shared that his firm was experiencing a substantial uptick in production. He went on to mention that to handle the surge in productivity, his company was investing into a custom tool that would automate portions of the production process. Earlier in the year, I…

Work-related musculoskeletal disorders (MSDs) are common in manufacturing – in fact, according to OSHA, they are among the most frequently reported causes of lost or restricted work time. MSDs, such as carpal tunnel syndrome, tendinitis, epicondylitis and several other types of muscle strains account for 33% of reported worker injury and illness cases. Is your…

By guest blogger Mark Romach, Engineering/R&D Manager at Advanced Coating Service (ACS) For machinists and shop owners who rely on tool coatings to boost performance in the most demanding applications, using the best cutting tool coatings and coating processes are a significant factor. But like so many new manufacturing technologies, what’s considered “the best” continues to…
These days, there’s so much happening in manufacturing that it’s hard to keep up. For the Steiner team, one way we keep our finger on the pulse of all the goings-on in the industry is through trade shows, tool exhibits, conferences and other live events. These events serve as a key source of inspiration; they…